Case study: How a Supply Chain Control Tower affects the supply chain of a pharmaceutical manufacturer?

After going through the Supply Chain Control Tower (SCCT) concept and its development & implementation into company business processes (if you haven’t read them yet, feel free to find those articles at the end of this post), let’s make things more practical. What are the impacts of the SCCT on a manufacturer in the pharmaceutical industry? Would they last for short-term or long-term? Are the impacts positive or negative?
First, let’s quickly learn over the pharmaceutical industry and especially about the plasma derived therapy supply chain.
Pharmaceutical industry & Plasma-derived therapies
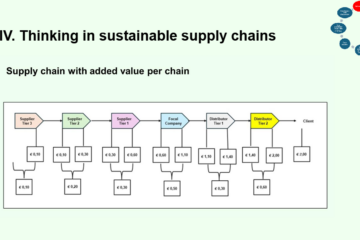
Since the pharmaceutical industry involves multiple clinical testing and highly regulated, its supply chain is much more complicated than fast-moving consumer goods (FMCGs), or finance, or hospitality. Plasma-derived therapies are life-saving treatments of those suffering from rare and complex diseases. Plasma is the single largest component of human blood, containing 7% proteins, 92% water and 1% other components. Currently, there is a risk that the supply of plasma won’t keep pace with the increasing demand for the treatments (while the aging population is growing too!). The total production time of plasma-derived therapies lasts for 7-12 months; 57% of the total costs are costs of manufacturing and raw materials. A general supply chain of a plasma-derived therapies manufacturer is shown in figure at the top (the figure is adapted from Copenhagen Economics, 2021).
When incorporating a SCCT into this supply chain, one of the major changes would be job design. For example, you allocate the whole IT team for 100% IT support to all departments before the SCCT implementation, but now you may divide the number into 40% of SCCT monitoring and 60% IT support. So, this leads to the question of who is going to take this new job and who not, which means that the job description needs to be updated. Another question is whether you need to hire extra staff, or fire staff. This brings us to a great benefit of a SCCT: more efficient allocation of staff in general, which increases productivity eventually. Not only more accurate staff allocation but also more accurate planning (e.g., transport, Bill of Materials (BOM)). In addition, a SCCT can support a manufacturer by giving more insights over the optimal point to stop producing each product of plasma (see the part “plasma fractionation” in Figure 1 for better understanding) if there is no need for some products. This changes production and procurement. On the other hand, every patient needs a certain plasma-derived therapy, so if a pharmaceutical manufacturer gets this kind of information from hospitals and similar agents connected to its SCCT, more customized products can be provided and this influences BOM and sales.
In the long-term, a SCCT helps find bottlenecks in the whole supply chain more accurately because of more available data about production and planning. This allows the team to be more proactive in making decisions. A crucial point to learn here is that the SCCT won’t define the final results; it only gives you the tool and you are the one who uses the tool to make changes. So, it is essential to have the right people who properly use the SCCT’s outputs. Besides, in case of a pharmaceutical manufacturer, a SCCT could help identify unknown diseases by collecting, combining, and analysing diverse data. Another long-term effect is that the customer satisfaction and communication will be improved. For instance, if you know that the delivery of shipment to your customers will be late, you can inform the customers in advance and list out some alternatives like asking for delays, buying from another manufacturer, etc. Other impacts are better data quality, accessibility, and KPIs visualization, influence of supplier strategy, preventive solutions, etc.
Tip: When thinking to make any business changes, try to thoroughly consider the impacts of the changes on all important departments such as sales, supply chain, finance, manufacturing, HR, procurement, IT, etc.
*All sensitive information related to the case study is removed for confidential reasons.
Thank you very much for reading and share if you find it useful!
Recommended reading:
Series “Supply Chain Control Tower”
-
Case study: How a Supply Chain Control Tower affects the supply chain of a pharmaceutical manufacturer?
Applying and using the concept of Supply Chain Control Tower.
-
How to implement a Supply Chain Control Tower into your business? (Part 3)
Continuous improvement – phase 3 of implementing a Supply Chain Control Tower (Part 3).
-
How to implement a Supply Chain Control Tower into your business? (Part 2)
Implementing of Supply Chain Control Tower (Part 2): go-Live phase
-
How to implement a Supply Chain Control Tower into your business? (Part 1)
General phases of implementing a Supply Chain Control Tower (SCCT).
-
The main challenges of implementing a SCCT
Short description of the main challenges of implementing a Supply Chain Control Tower.
-
Risk-and-cost analysis of developing and implementing a SCCT
Risk management of the process of development and implementation of a SCCT with examples of the risk response strategy.
Share this